1) تیاری اور مواد کا اختلاط
اپنے اجزاء کو درست طریقے سے وزن کرکے شروع کریں۔ ہر 100 جی کے لئےمولڈنگ سلیکون XG-360W-1، 10 جی شامل کریں۔XG-360WB-1 اتپریرک(10:1 کیٹالسٹ کی بنیاد) اور تقریباً 25 % پتلا (XG-X1000) سلیکون والیوم کی نسبت۔ یہ پتلا کرنے والا قدم سلیکون کے بہاؤ کو بہتر بناتا ہے، جس سے مسلسل تقسیم کرنے والی لائنوں اور شکلوں کو یقینی بنایا جاتا ہے، خاص طور پر لوگو کی عمدہ تفصیلات میں۔
اس وقت تک اچھی طرح مکس کریں جب تک کہ کیٹالسٹ اور پتلا مکمل طور پر شامل نہ ہو جائیں اور رنگ اور چپکنے والی ایک جیسی نہ ہو جائے۔ مناسب اختلاط غیر علاج شدہ دھبوں کو روکتا ہے اور قابل علاج سلوک کو یقینی بناتا ہے۔ جب روغن کی ضرورت ہو (مثال کے طور پر فاؤنڈیشن کے لیے سرخ رنگ)، اس مرحلے کے دوران انہیں شامل کریں تاکہ ہر بیچ میں رنگ کی مستقل مزاجی برقرار رہے۔
2) ڈسپنسنگ سیٹ اپ
ایک بار جب آپ کا سلیکون مکسچر تیار ہو جائے تو اسے میں منتقل کریں۔ڈسپینسنگ مشین. دو-جزو سلیکون ایپلی کیشنز میں استعمال ہونے والی ڈسپنسنگ مشینوں کو کنٹرول شدہ دباؤ اور تناسب کے حالات کے تحت اعلی-واسکوسیٹی مواد کو میٹر اور مکس کرنے کے لیے ڈیزائن کیا گیا ہے، جو براہ راست سانچوں میں یا سبسٹریٹس پر عین مطابق اطلاق فراہم کرتا ہے۔
لوگو کے ڈیزائن کے مطابق ڈسپنسر کو پروگرام کریں: سلیکون کا حجم، ڈسپنس پاتھ، رفتار اور تناسب کی ترتیبات کی وضاحت کریں۔ پتلی کی شمولیت کو مجموعی ریالوجی اور بہاؤ کی شرح میں شامل کیا جانا چاہئے، کیونکہ اس سے اس بات پر اثر پڑتا ہے کہ سلیکون ہوزز اور نوزلز کے ذریعے کیسے سفر کرتا ہے۔
3) سڑنا بھرنا اور سلیکون لگانا
ڈسپنسنگ مشین کیلیبریٹ کے ساتھ، سلیکون مکسچر سے مولڈ گہاوں کو بھرنا شروع کریں۔ سڑنا صاف، پہلے سے-تیار ہونا چاہیے، اور اگر ضروری ہو تو، مولڈ-ریلیز ایجنٹ یا فلم کے ساتھ علاج کیا جائے تاکہ ٹھیک ہونے کے بعد آسانی سے ڈیمولڈنگ کی جاسکے۔ اگرچہ ہمیشہ ضرورت نہیں ہوتی ہے، ایک پتلی ریلیز کوٹنگ نمایاں طور پر سڑنا کی زندگی کو بڑھا سکتی ہے اور فضلہ کو کم کر سکتی ہے۔
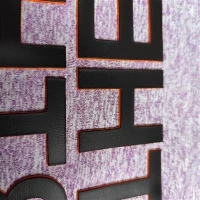
تقسیم کرناسب سے پہلے لوگو جزو کے لیے سفید سلیکون- یہ ایک صاف، مبہم فاؤنڈیشن دیتا ہے جو بعد میں سرخ سلیکون کے ساتھ تعمیر یا خاکہ بنایا جائے گا۔ درخواست دے کر فوری عمل کریں۔پس منظر یا لہجے کے لیے سرخ سلیکون. خودکار نظام اس بات کو یقینی بناتا ہے کہ یہ دونوں مواد درست تولیدی صلاحیت اور کم سے کم فضلہ کے ساتھ رکھے گئے ہیں۔
4) گرم پگھلنے والی فلم سے ڈھکنا
ایک بار جب سلیکون تقسیم کیا جاتا ہے،بھرے ہوئے سانچے کو گرم پگھلنے والی فلم سے ڈھانپیں۔. یہ فلم متعدد افعال انجام دیتی ہے:
یہ سلیکون کی سطح کی حفاظت کرتا ہے،
یہ بعد میں گرمی کے لیے ایک کیریئر فراہم کرتا ہے-کپڑے پر دبانے،
اور یہ vulcanization کے عمل کے دوران شکل کو برقرار رکھنے میں مدد کرتا ہے۔
گرم پگھلنے والی فلم کو درست طریقے سے سائز میں کاٹیں، اسے سلیکون کے اوپر رکھیں، اور اس بات کو یقینی بنائیں کہ علاج کے مرحلے پر جانے سے پہلے کوئی جھریاں یا ہوا کی جیبیں نہیں ہیں۔
5) علاج (ولکنائزیشن)
سلیکون اور گرم پگھلنے والی فلم کے ساتھ مولڈ کو میں منتقل کریں۔vulcanizing (گرمی پریس) مشین. مؤثر سلیکون مولڈ کیورنگ کنٹرول شدہ درجہ حرارت اور کراس لنکنگ کو شروع کرنے اور مکمل کرنے کے دباؤ پر انحصار کرتی ہے۔ اس مرحلے میں:
سلیکون چپچپا پیسٹ سے ٹھوس ایلسٹومیرک شکل میں بدل جاتا ہے۔
حرارت اور دباؤ پولیمر زنجیروں کو آپس میں جوڑتے ہیں، مستحکم میکانکی طاقت پیدا کرتے ہیں۔
عام حرارت کی منتقلی کے نظام ایک اوپری مولڈ درجہ حرارت کو محیط سے اچھی طرح سے برقرار رکھتے ہیں اور سائیکل کے حصے کے طور پر کم مولڈ حرارت کا استعمال کرتے ہیں۔ صحیح درجہ حرارت اور رہنے کا وقت ڈیزائن کی موٹائی اور سلیکون کی تشکیل پر منحصر ہے، لیکن سلیکون مولڈنگ کے بہت سے عملوں کے لیے، اوپری مولڈ کا درجہ حرارت 150-180 ڈگری کی حد میں ہوتا ہے جس میں کئی سیکنڈ سے منٹ تک پریس ٹائم ہوتا ہے۔
پریس سائیکل کے بعد، ڈیمولڈنگ کی کوشش کرنے سے پہلے مولڈ کو ٹھنڈا ہونے دیں۔ کولنگ سلیکون کو مستحکم کرتا ہے اور مسخ کو روکتا ہے۔
ڈاؤن لوڈ، اتارنا ٹیگ: مولڈنگ سلیکون، سپلائرز، فیکٹری، کسٹم، تھوک، خرید، بلک، کم قیمت، اسٹاک میں، مفت نمونہ، چین میں بنایا گیا